





تزریق پلاستیک یا قالبگیری تزریقی (injection molding) یکی از فرآیندهای پرکاربرد و سودآور در حوزه تولید محصولات پلاستیکی است. به دلیل تطبیقپذیری بالا و مقرونبهصرفه بودن این فرآیند، تزریق پلاستیک به عنوان یک راه موثر برای تولید انبوه قطعات پلاستیکی و کسب درآمد شناخته میشود. در این مقاله به صورت جامع به بررسی فرآیند تزریق پلاستیک پرداخته و چگونگی استفاده از آن برای پولسازی را شرح میدهیم. همچنین، خواننده با مواد اولیه مورد استفاده در این فرآیند، نکات طراحی قالب، مزایا و فرصتهای درآمدزایی گستردهای که تزریق پلاستیک ارائه میدهد، آشنا خواهد شد.
تزریق پلاستیک چیست؟
تزریق پلاستیک (Injection Molding) یا قالبگیری تزریقی، یک فرآیند تولید انبوه ویژه محصولات پلاستیکی است که در آن برای تولید قطعه یا محصول مورد نظر، ابتدا پلاستیک در حالت مذاب یا خمیری، به درون قالبی از جنس فولاد تزریق میشود. پلاستیک تزریق شده به درون قالب پس از سرد شدن، مطابق با شکل حفره قالب منحمد میشود و در نتیجه، قطعه مورد نظر ساخته میشود. بسیاری از قطعات پلاستیکی که در زندگی روزمره با آنها سر و کار داریم مانند لوازم خانگی، قطعات خودرو، تجهیزات پزشکی و لوازم برقی به روش تزریق پلاستیک تولید میشوند.
فرآیند تزریق پلاستیک به دلیل قابلیت تولید انبوه قطعات با کیفیت بالا و در طرح های پیچیده، به شکل گستردهای در صنایع مختلف استفاده میشود. این روش یکی از اقتصادیترین و سادهترین روشهای ساخت و تولید قطعات پلاستیکیِ پر تیراژ به شمار میرود و در اغلب مواقع، قطعات تولید شده نیازی به هیچگونه عملیات ثانویه مانند رنگآمیزی و پرداخت کاری ندارند. امروزه تمامی مراحل تولید یک قطعه به روش تزریق پلاستیک، با استفاده از دستگاه تزریق پلاستیک و به صورت تمام اتوماتیک انجام میشود.

تاریخچه تزریق پلاستیک
آغاز پیدایش تزریق پلاستیک به اواخر قرن نوزدهم بازمیگردد، زمانی که برای اولین بار ذوب مواد پلاستیکی و قالبگیری آنها به عنوان تکنیکی برای تولید قطعات پلاستیکی، مورد استفاده قرار گرفت. در گذر زمان به دلیل توسعه مواد پلیمری، ماشینآلات و اتوماسیون، این فرآیند تحولات گستردهای را پشت سر گذاشته و به یکی از مهمترین روشهای تولید صنعتی در دنیای مدرن مبدل شده است. امروزه تزریق پلاستیک نقشی کلیدی در تولید کالاهای مصرفی، قطعات خودرو، لوازم الکترونیکی، تجهیزات پزشکی، لوازم خانگی و غیره ایفا میکند.
فرآیند تزریق پلاستیک
فرآیند تزریق پلاستیک از چند مرحله مختلف تشکیل میشود که یکی پس از دیگری و به صورت یک چرخه تکراری انجام میگیرند تا در هر چرخه یا سیکل تولید، قطعات پلاستیکی یکسان و با کیفیتی مشابه تولید شوند. مراحل مختلف این فرآیند با استفاده از دستگاه تزریق پلاستیک و به صورت نیمه اتوماتیک یا تمام اتوماتیک انجام میشوند.
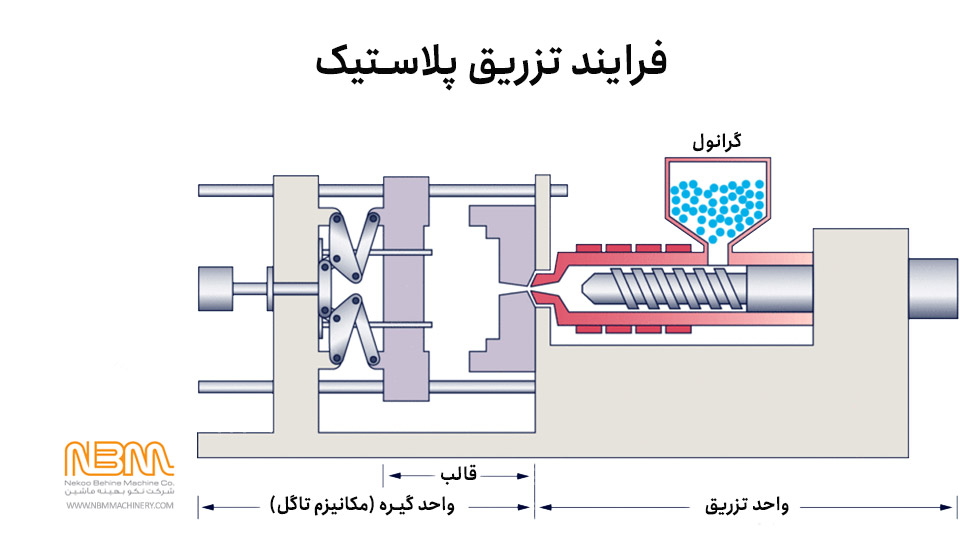
دستگاه تزریق پلاستیک در سادهترین شکل خود دارای یک قیف فلزی است که مواد پلاستیکی را به یک سیلندر فولادی داغ هدایت میکند. در داخل سیلندر، مواد پلاستیکی ذوب میشوند و یک مکانیزم ویژه تشکیل شده از یک ماردون یا مارپیچ و یک شیر یک طرفه، پلاستیک مذاب را به داخل حفره قالب تزریق میکند.
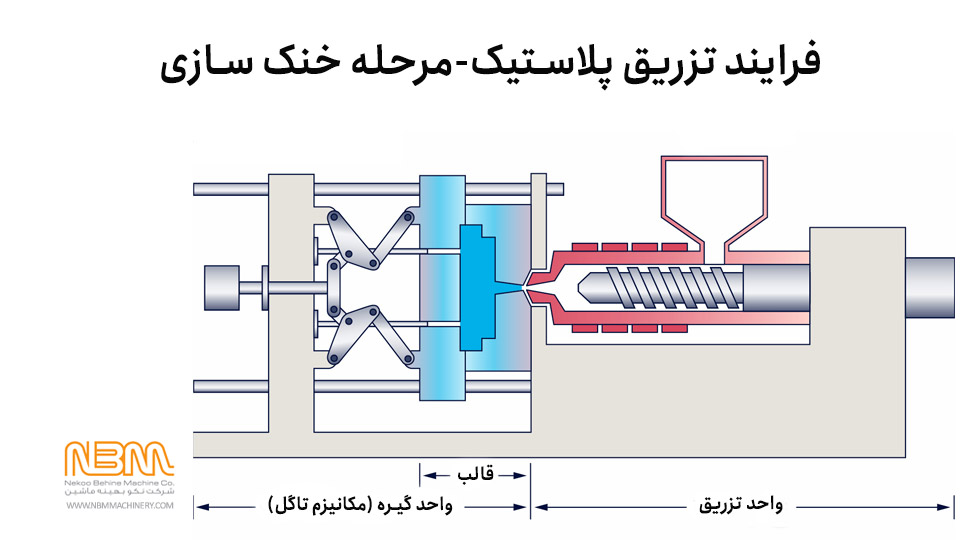
پلاستیک مذاب تحت فشار فوقالعاده زیادی که ممکن است به 200 مگاپاسکال نیز برسد، به داخل حفره قالب تزریق میشود. مواد پلاستیکی به محض ورود به قالب شروع به سرد شدن و انجماد میکنند و پس از گذشت مدت زمانی که میتواند از چند ثانیه تا چند دقیقه طول بکشد، شکل قالب را به خود میگیرند. مدت زمان سرد شدن قطعه درون قالب به عواملی مانند ضخامت، شکل هندسی، جنس و دمای تزریق قطعه و همچنین نوع طراحی قالب بستگی دارد. خنکسازی قالب نقش مهمی در نرخ تولید و کیفیت قطعه نهایی دارد و از طریق عبور آب سرد از کانالهای تعبیه شده در داخل قالب مدیریت میشود.
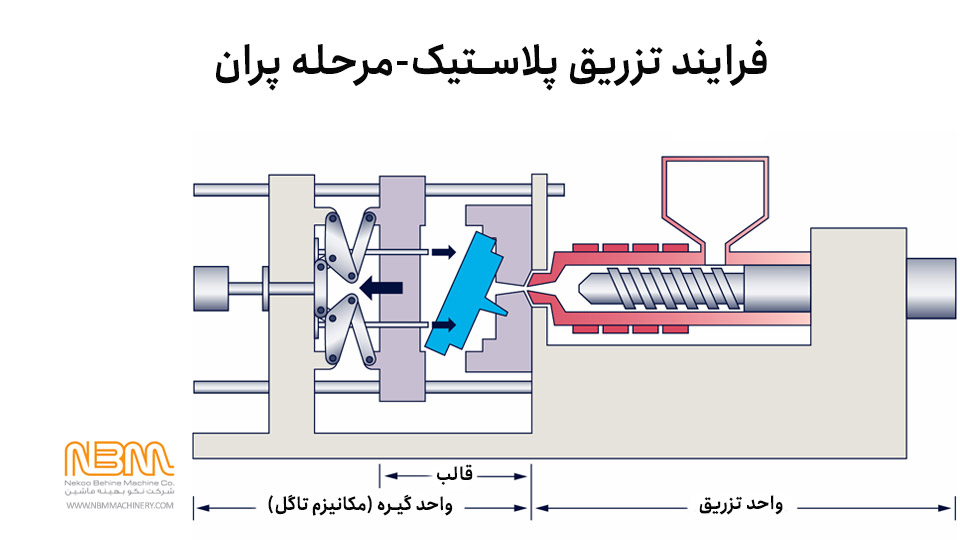
هنگامی که پلاستیک به اندازه کافی سرد و جامد شد، قالب باز میشود و پینها یا صفحات پران قطعات تولید شده را از قالب بیرون میاندازند. سپس قالب بسته میشود تا تمامی مراحل گفته شده دوباره تکرار شوند یا به اصطلاح سیکل تولید دیگری انجام گیرد.
در طول فرآیند تزریق پلاستیک، پارامترها و متغیرهای مختلفی باید به دقت کنترل شوند، از جمله دما، فشار و سرعت تزریق که کنترل بهینه این متغیرها برای تولید پایدار و قطعات با کیفیت ضروری است.

مراحل مختلف تزریق پلاستیک (سیکل تزریق پلاستیک)
برای شروع فرآیند تزریق پلاستیک ابتدا باید قالب بر روی واحد گیره نصب شده و قیف دستگاه با گرانول ماده اولیه پر شود. در ادامه فرآیند تزریق پلاستیک یا قالب گیری تزریقی مطابق مراحل زیر انجام میگیرد که در اصطلاح سیکل تولید نامیده میشود:
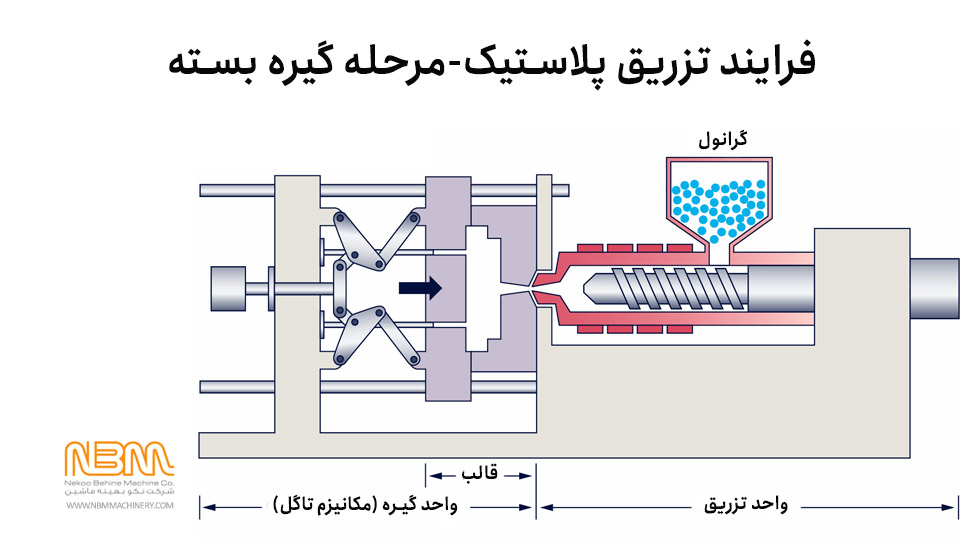
- گیره بسته میشود و نیروی دو نیمه قالب را به یکدیگر میفشارد (مرحله قفل گیره).
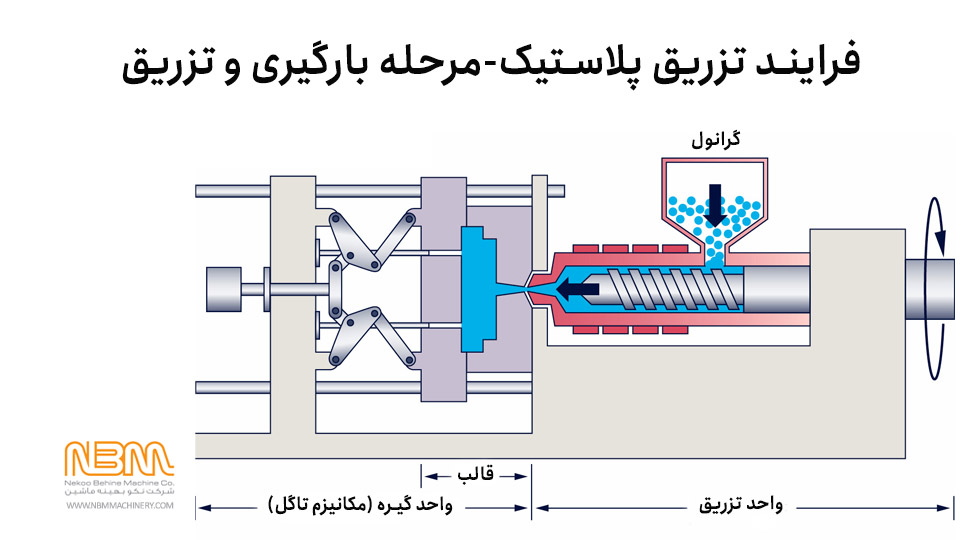
- ماردون به جلو حرکت کرده و پلاستیک ذوب شده را به درون قالب تزریق میکند، سپس برای مدت کوتاهی مواد را تحت فشار نگه میدارد (اتوکشی). پس از آن، ماردون شروع به چرخش میکند و گرانول های ذوب نشده را در طول سیلندر به جلو میراند. در اثر این اتفاق پلاستیک ذوب گردیده و برای تزریق در سیکل بعدی آماده میشود.
- مواد تزریق شده به درون قالب در اثر تماس با بدنه سرد قالب، شروع به سرد شدن و انجماد میکنند. گردش آب سرد درون کانالهای خنکسازی که در بدنه قالب تعبیه شدهاند، دمای قالب را همواره پایین نگه میدارد.
- هنگامی که مواد درون قالب به اندازه کافی سرد شدند و به شکل قطعهای تثبیت شده درآمدند، گیره باز میشود و میلههای پران، قطعه را از داخل قالب به بیرون میاندازند.
درآمدزایی تزریق پلاستیک
درآمدزایی تزریق پلاستیک مهمترین عامل انگیزه بخش برای سرمایهگذاری در حوزه تولید پلاستیک است. محاسبه درآمد تزریق پلاستیک نیازمند داشتن درک کلی از فرآیند تولید و در اختیار داشتن اطلاعاتی جامع از مقدار سرمایه مورد نیاز، قیمت مواد اولیه و هزینههای ثابت و متغییر تولید است. تعیین مقدار درآمدزایی برای تصمیمگیری در خصوص سرمایهگذاری در تزریق پلاستیک از اهمیت زیادی برخوردار است و توصیه می شود مطالب تکمیلی در این ارتباط مطالعه شوند.
چگونه میتوان یک قطعه پلاستیکی را به روش تزریق پلاستیک تولید کرد؟
برای تولید یک قطعه پلاستیکی به روش تزریق پلاستیک باید مراحل زیر انجام شوند:
- طراحی محصول: طراحی قطعه یا محصول نخستین گام برای تولید یک محصول پلاستیکی با استفاده از دستگاه تزریق پلاستیک به شمار میرود. در این مرحله ممکن است نمونهای از قطعه مورد نظر که توسط تولیدکننده دیگری ساخته شده است موجود باشد که در این صورت مدلسازی سه بعدی با استفاده از نرم افزارهای CAD از روی نمونه شاهد انجام میشود. چنانچه قطعه یا محصول مورد نظر دارای طراحی منحصربهفردی باشد، در مدلسازی آن باید به اصول طراحی برای تولید یا DFM توجه شود.
- انتخاب ماده اولیه: انتخاب مواد پلاستیکی مناسب برای دستیابی به خواص مطلوب محصول نهایی بسیار حیاتی است و عواملی مانند استحکام مکانیکی، مقاومت شیمیایی، مقاومت دمایی و قیمت تمام شده محصول مستقیماً تحت تاثیر ماده اولیه قرار دارند. پلیمرهای ترموپلاستیک رایجترین مواد اولیه مورد استفاده در فرآیند تزریق پلاستیک هستند، اما با این وجود پیشرفتهای گسترده این فناوری باعث شده است تا بعضی از انواع پلاستیکهای گرماسخت یا ترموست نیز در این فرآیند قابل استفاده باشند.
- طراحی و ساخت قالب: تهیه قالب کلیدیترین مرحله تولید یک قطعه پلاستیکی به روش تزریق پلاستیک است. قالب تزریق بر اساس قطعه مورد نظر و به صورت سفارشی ساخته میشود، بنابراین برای تولید هر قطعهای، قالب جداگانهای مورد نیاز است. طراحی و ساخت قالب کاری پیچیده است و کسب تخصص در آن به سالها تجربه، دانش گسترده و ماشین ابزار پیشرفته نیاز دارد، از این رو توصیه میشود طراحی و ساخت قالب به قالبسازان با سابقه سپرده شود.
قالب تزریق معمولاً از دو بخش اصلی تشکیل شده است که کویته و مغزی نامیده میشوند و شکل محصول نهایی را مشخص میکنند. طراحی قالب علاوه بر طراحی کویته و مغزی، شامل در نظر گرفتن عواملی مانند جزئیات هندسه قطعه، زاویه خروج، کانال آب، راه هوا، سیستم پران، سیستم راهگاه و غیره میشود.
- استفاده از دستگاه تزریق پلاستیک: برای تولید یک قطعه پلاستیکی علاوه بر قالب، دستگاه تزریق پلاستیک نیز مورد نیاز است. اگر تیراژ تولید قطعه بالا باشد، خرید دستگاه تزریق پلاستیک به لحاظ اقتصادی توجیه پذیر است، در غیر این صورت میتوان تولید قطعه را برونسپاری کرد.
|
مراحل تولید محصول در تزریق پلاستیک |
||
|
# |
عنوان مرحله |
توضیحات مرحله |
| 1 | طراحی محصول | طراحی مفهومی، مدلسازی 3 بعدی، تایید طرح |
| 2 | انتخاب ماده اولیه | تعیین الزامات و نیازمندیهای مواد اولیه،بررسیهای فنی، یافتن تامین کنندگان، طراحی |
| 3 | طراحی و ساخت قالب | طراحی قالب با کمک نرم افزارهای CAD، نقشه کشی و استخراج فایل برای ماشینکاری CNC، تهیه قطعات و متریال، ماشینکاری قطعات، پرداختکاری و پولیش، مونتاژ، تست تولید |
| 4 | تزریق پلاستیک | تهیه دستگاه تزریق پلاستیک، آمادهسازی و نصب قالب، تنظیم پارامترهای دستگاه، کنترل کیفیت |
| 5 | عملیات تکمیلی | پلیسهگیری، آبکاری، کنترل کیفیت |
| 6 | بستهبندی و حمل | بستهبندی محصول، حمل و نقل و لجستیک، مستند سازی فرآیند |
انواع فرآیند تزریق پلاستیک
فرآیند تزریق پلاستیک طیف وسیعی از تکنیکها و روشها را در بر میگیرد که هر یک به نیازهای مختلفی از طراحی محصول و پیچیدگی آن پاسخ میدهند. درک این فرآیندها به تولیدکنندگان کمک میکند تا مناسبترین رویکرد را برای تامین نیازهای خاص خود انتخاب کنند.
- تزریق پلاستیک عمومی یا جنرال: این فرآیند رایجترین نوع تزریق پلاستیک است که برای تولید طیف وسیعی از قطعات پلاستیکی ترموپلاستیک از کوچک و ساده گرفته تا بزرگ و پیچیده مناسب است. دستگاه مورد استفاده در این فرآیند معمولاً از نوع سهصفحهای با سیستم هیدرولیکی است که قیمت مقرونبهصرفهای دارد.

- تزریق پلاستیک اینسرتی: این فرآیند شامل قرار دادن قطعات از پیش ساخته شده، مانند اینسرتهای فلزی یا سایر قطعات پلاستیکی در قالب پیش از تزریق مواد به درون آن است. این تکنیک استحکام محصول نهایی را افزایش میدهد، مراحل مونتاژ را کاهش میدهد و قابلیتهای گستردهای را در برای محصول فراهم میآورد. بهترین دستگاه برای تزریق پلاستیک اینسرتی، دستگاه تزریق پلاستیک عمودی است که به دلیل محور حرکت گیره در آن، اینسرتهای فلزی و غیر فلزی به آسانی در قالب ثابت باقی میمانند.

- تزریق پلاستیک چند جزئی: در تزریق پلاستیک چند شات، یا چند جزئی مواد اولیه با جنس یا رنگهای مختلف به قالب تزریق میشوند و در نتیجه قطعات پیچیده با چند رنگ یا جنس متفاوت تولید میشود. این فرآیند نیاز به مونتاژ پس از تزریق را از بین میبرد و امکان تولید قطعات با زیبایی ظاهری و کارایی ویژه را فراهم میآورد. برای تزریق قطعات چند رنگ یا چند جزئی از دستگاههای تزریق ویژهای استفاده میشود که به بیش از یک واحد تزریق مجهزند.

- تزریق پلاستیک به کمک گاز: در فرایند تزریق به کمک گاز مقدار کنترل شدهای از گاز (معمولاً نیتروژن یا کربن دی اکسید) به حفره قالب تزریق میشود که باعث شکلگیری بخشهای توخالی درون قطعه میشود. در این تکنیک فرمهای توخالی در داخل قطعه ایجاد میشود که مصرف مواد اولیه را کاهش میدهد، استحکام محصول را بهبود میبخشد و علائم فرورفتگی سطحی یا سینک مارک را از بین میبرد.

- تزریق پلاستیک میکرواینجکشن: فرایند تزریق قطعات ریز یا میکرواینجکشن در تولید قطعات پلاستیکی مینیاتوری و بسیار دقیق با ویژگیهای هندسی و ابعادی پیچیده، کاربرد دارد. چنین قطعاتی در صنایعی مانند الکترونیک، تجهیزات پزشکی و اپتیک کاربرد دارند و تولید آنها نیازمند دستگاه تزریق پلاستیک ویژهای است.

مواد اولیه مورد استفاده در تزریق پلاستیک
انتخاب مواد اولیه برای دستیابی به عملکرد، دوام و ظاهر مطلوب محصول نهایی حیاتی است. در انتخاب مواد باید ملاحظاتی مانند خواص مکانیکی، مقاومت شیمیایی، مقاومت در برابر دما، مقرونبهصرفه بودن و انطباق با مقررات و استانداردهای مرتبط با کاربرد محصول در نظر گرفته شوند. در فرایند تزریق پلاستیک مواد پلاستیکی مختلفی استفاده میشوند که هر کدام خصوصیات و کاربردهای خاص خود را دارند. در زیر به برخی از مواد استفاده شده در تزریق پلاستیک میپردازیم:
- پلیاتیلن (Polyethylene): پلی اتیلن (PE) پرکاربردترین ماده اولیه در تزریق پلاستیک است که معمولاً در دو گروه کلی HDPE و LDPE یا پلیاتیلن سنگین و پلیاتیلن سبک دستهبندی و عرضه میشود. پلیاتیلن انعطافپذیری و مقاومت شیمیایی بسیار بالایی دارد و به لحاظ قیمت یکی از ارزانترین مواد اولیه تزریقی است. از پلیاتیلن در ساخت انواع درب بطری، بطری شامپو، مایع ظرفشویی، انواع دبه و گالن پلاستیکی، سطل پلاستیکی و لوازم خانگی استفاده میشود.

- پلیپروپیلن (Polypropylene): پلیپروپیلن (PP) پس از پلیاتیلن، پرمصرفترین پلیمر در تولید قطعات تزریقی است. مقاومت شیمیایی بالا، انعطافپذیری بینظیر، استحکام مناسب، چقرمگی و مقاومت به ضربه عالی پلیپروپیلن در کنار شفافیت و قیمت مناسبی که دارد باعث شده تا محصولات متنوعی مانند انواع لوازم خانگی، صندلی پلاستیکی، سطل، لگن، سبد پلاستیکی، پالت، سطل زباله بیمارستانی، ظروف پلاستیکی مایکروویو، سرنگ و قطعات تجهیزات پزشکی از پلی پروپیلن ساخته شوند.

- پلیآمید (Polyamide): نایلون یا پلیآمید (PA) یکی از پلیمرهای پر کاربرد در تزریق پلاستیک و از خانواده پلاستیکهای مهندسی است که برای ساخت بسیاری قطعات یدکی و اصلی خودرو و وسایل نقلیه موتوری مانند چرخدنده، بلبرینگ هرزگرد، منیفولد هوا، پروانه رادیاتور و قاب سنسور مپ استفاده میشود. گریدهای مختلف پلیآمید الیاف دار یا بدون الیاف دارای مزایا و ویژگیهای منحصر به فردی مانند مقاومت به ضربه، استحکام فوقالعاده، ضریب اصطکاک پایین، قابلیت تحمل دمای بالا و مقاومت شیمیایی عالی است. انواع پلیآمید مانند Nylon 6 و Nylon 6-6 در برابر جذب رطوبت آسیب پذیرند و خواص مکانیکی آنها با از قرار گرفتن در معرض رطوبت، آسیب میبیند.

- پلیکربنات (Polycarbonate): پلیکربنات (PC) یکی از ترموپلاستیکهای شفاف و دارای مقاومت به ضربه عالی است که به دلیل ویژگیهای اپتیکی منحصر به فرد در ساخت چراغ عقب و جلو خودرو، حباب لامپ LED، عینک ایمنی و لنز پلاستیکی کاربرد گستردهای دارد. تزریق پلیکربنات نیازمند استفاده از سیلندر و ماردون مخصوص و دستگاه گازگیر یا خشک کن پلاستیک است.

- پلیاستایرن (Polystyrene): کریستال یا پلیاستایرن (PS) یک پلیمر شفاف اما تا حدی شکننده است که به دلیل قیمت پایین و مقرون به صرفه، کاربردی وسیع در ساخت لیوان یکبارمصرف، قاشق و چنگال یکبارمصرف، تجهیزات پزشکی و لوازم مصرفی آزمایشگاهی دارد.

- پلیاکسی متیلن (Polyoxymethylene): پلیاکسیمتیلن (POM) که در بازار ایران بیشتر با نامهای هوستافرم، استال یا پلیاستال شناخته میشود یک ترموپلاستیک با چقرمگی و استحکام بسیار بالاست که حتی در دمای پایین نیز قابلیت مقاومت به ضربه خود را حفظ میکند. پلیاستال بر خلاف پلیآمید به رطوبت حساس نیست و به دلیل پایداری ابعادی و مقاومت به سایش بالا از آن برای تولید انواع چرخدندههای پلاستیکی استفاده میشود.

- اکریلونیتریل بوتادین استایرن (Acrylonitrile butadiene styrene): پلاستیک ایبیاس (ABS) یکی از مهمترین ترموپلاستیکهای مهندسی در تزریق پلاستیک به شما میرود به شکل گستردهای در تولید قطعات لوازم خانگی به کار میرود. به دلیل پایداری ابعادی بالا، قابلیت جوشکاری، براق بودن و قابلیت آبکاری بالای ایبیاس، بسیاری از قطعات لوازم خانگی، لوازم برقی و قطعات خودرو از آن ساخته میشوند.

- پلیاتیلن ترفتالات (Polyethylene Terephthalate): پلاستیک پت (PET) یک پلیمر ترموپلاستیک و هم خانواده با PBT است و یکی از شفافترین پلیمرهای تزریقی محسوب میشود. قابلیت قالبگیری بادی، مقاومت شیمیایی بالا به همراه خواص مکانیکی مطلوب از قبیل استحکام، چقرمگی و مقاومت به خزش باعث محبوبیت PET در ساخت پریفرم انواع بطری، بطری نوشابه، بطری روغن مایع، قوطی قرص و … شده است.

نکات مهم در طراحی قالب تزریق پلاستیک
طراحی قالب تزریق پلاستیک فرآیندی پیچیده و تخصصی است که نقش کلیدی در بهینهسازی فرآیند تولید و اطمینان از کیفیت بالای قطعات، بر عهده دارد. با رعایت برخی نکات ساده، طراحان قالب میتوانند هزینه و مشکلات تولید پلاستیک را به حداقل برسانند و در عین حال حداکثر کارایی تولید محصول را فراهم سازند. در ادامه تعدادی از مهمترین نکاتی که در هنگام طراحی قالب باید مورد توجه قرار گیرند معرفی شدهاند:
- یکنواختی ضخامت دیواره: حفظ ضخامت یکنواخت دیواره در سرتاسر قطعه یکی از کلیدیترین اصول طراحی قالب تزریق پلاستیک است که خنک شدن یکنواخت قطعه را تضمین میکند و مشکلاتی مانند تاب برداشتن و آثار فرورفتگی را به حداقل میرساند. بخشهای ضخیمتر قطعه نیاز به مدت زمان خنکسازی بیشتری دارند و زمان سیکل تولید را افزایش میدهند، از طرف دیگر بخشهای نازک قطعه ممکن است از استحکام کافی برخوردار نباشند یا باعث بروز مشکل در پر کردن قالب شوند. به همین دلیل در مرحله طراحی قالب علاوه بر تلاش برای حفظ یکنواختی ضخامت، عواملی مانند استحکام قطعه و زمان خنک سازی نیز مورد توجه قرار گیرند.
- زاویه خروج قطعه و پران: قرار دادن زوایای خروج منفی (فرم مخروطی) روی سطوح عمودی قطعه به خروج آسان تر از قالب کمک میکند. به طور معمول، برای جلوگیری از چسبیدن قطعه به قالب یا آسیب قطعه در حین پران، زاویهای در حدود 2-1 درجه برای سطوحی که با محور تزریق موازی هستند توصیه میشود.
- محل قرارگیری گیت تزریق: گیت تزریق محل ورود پلاستیک مذاب از راهگاه به داخل کویته قالب است. محل قرارگیری مناسب و انتخاب صحیح نوع گیت، کیفیت ظاهری قطعه را ارتقاء میدهد و علاوه بر جلوگیری از ایجاد بقایای گیت که یکی از مهمترین عیوب زیبایی شناختی قطعات تزریقی است، جریان یافتن متوازن مواد در قالب را تضمین میکند. انواع گیتهای تزریق متداول عبارتند از گیت مستقیم، گیت سوزنی، گیت لبهای، گیت تونلی که در قالبهای مجهز به سیستم راهگاه سرد کاربرد دارند.
- ریبها و لبههای تقویتکننده: ریب ها نقشی اساسی در تامین استحکام ساختاری قطعات پلاستیکی را بر عهده دارند، و میتوانند کارایی قطعه را بهبود بخشیده و وزن قطعه را کاهش دهند. انجام محاسبات مهندسی میتواند باعث بهینهسازی طراحی ریبها در قطعه شود. علاوه بر استحکام قطعه، توجه به عیوبی مانند آثار فرورفتگی یا سینک مارک در قطعه نیز باید در هنگام تعیین ضخامت، ارتفاع و فاصله ریبها از یکدیگر در نظر گرفته شود.
- الزامات کیفیت سطح: طراحان قالب باید کیفیت سطح مورد نیاز از نظر صافی سطح، نوع بافت، براقی یا ماتی و غیره را در ابتدای مرحله طراحی قالب تعیین کنند. بعضی از بافتهای سطحی میتوانند زیبایی محصول را بهبود بخشند، خط جدایش و اثر گیت را پنهان کنند و یا ویژگیهای اصطکاک محصول را مطابق نیاز تامین کنند اما در عین حال میتوانند بر روی فرآیند پر شدن قالب نیز تاثیر داشته باشند. تجربه عملی کافی در کنار استفاده از ابزارهایی مانند نرم افزارهای شبیهسازی تزریق پلاستیک میتواند طراحان قالب را انتخاب کیفیت سطحی قطعه یاری دهد.

کنترل کیفیت در تزریق پلاستیک
کنترل کیفیت در تزریق پلاستیک نیز همانند هر روش تولید دیگری بخشی جداییناپذیر از فریند تولید محسوب میشود. پیادهسازی سیستم کنترل کیفیت تولیدکنندگان پلاستیک را قادر میسازد تا از این که قطعات تولید شده با مشخصات مورد نظر مطابقت دارند اطمینان حاصل کنند و کیفیت محصولات تولیدی آنها در گذر زمان پایدار باقی بماند. اجرای موثر اقدامات کنترل کیفیت در تزریق پلاستیک تضمین میکند که قطعات تولید شده الزامات عملکردی را برآورده ساخته و دقت ابعادی مورد نظر را داشته باشند. در بسیاری از مواقع تنها کمی توجه به کنترل کیفیت کافی است تا از خرابی قطعه، رد شدن محصول توسط خریدار و نارضایتی مشتری جلوگیری شود.
درک عیوب رایج در تزریق پلاستیک به شناسایی منشاء مشکلات و اجرای اقدامات اصلاحی مناسب کمک میکند. برخی از عیوب رایج تزریق پلاستیک عبارتند از آثار فرورفتگی یا سینک مارک، تابیدگی، پلیسه، پر نشدن و سوختگی مواد در اغلب موارد با اصلاح تنظیمات پارامتری دستگاه، بهینهسازی قالب یا تغییرات مواد اولیه بر طرف میشوند، اما تشخیص مشکل و عیبیابی صحیح در این موارد مستلزم توجه به فرآیند کنترل کیفیت است.
کنترل فرآیند آماری (SPC) و نظارت بر فرآیند تولید به عنوان دو ابزار کنترل کیفیت بسیار کارآمد در تزریق پلاستیک به شمار میروند. کنترل فرآیند آماری یا SPC شامل نظارت و کنترل فرآیند تزریق پلاستیک با استفاده از روشهای تحلیل آماری است. امروزه دستگاههای تزریق پلاستیک مدرن دادههای دقیقی از فرآیند تولید جمعآوری میکنند که تحلیل این دادهها امکان شناسایی تغییرات فرآیند، روندها و مشکلات بالقوه را فراهم میکند. کنترل فرآیند آماری امکان اصلاح به موقع تنظیمات و بهینهسازی فرآیند تزریق پلاستیک را فراهم میکند. همچنین سیستمهای مانیتورینگ یا نظارت خودکار فرآیند نیز به نظارت و تجزیه و تحلیل دادهها برای دستیابی به اهداف کنترل کیفیت، کمک میکنند.

کاربردهای تزریق پلاستیک
تزریق پلاستیک امکان تولید انبوه محصولات پلاستیکی با کیفیت و قیمت مناسب را فراهم میکند. امروزه تزریق پلاستیک کاربردهای گستردهای در صنایع مختلف دارد، در زیر به برخی از کاربردهای تزریق پلاستیک اشاره میکنیم:
- خودروسازی: تزریق پلاستیک به شکل بسیار گستردهای در صنعت خودروسازی برای تولید قطعات اصلی و یدکی خودرو مانند تزئینات داخلی، سپر، داشبورد، رودری، چراغ، دستگیره، قطعات مرتبط با موتور و غیره استفاده میشود.
- الکترونیک: قطعات تزریقی نقش حیاتی در صنعت الکترونیک ایفا میکنند، برای نمونه تولید گوشیهای تلفن همراه، لپتاپ، کنسولهای بازی و سایر دستگاههای الکترونیکی همگی دارای قطعات پلاستیکی هستند که با استفاده از فرآیند تزریق پلاستیک تولید میشوند.
- تجهیزات پزشکی: صنعت پزشکی برای تولید انواع دستگاهها و اجزای مختلف تجهیزات پزشکی و آزمایشگاهی مانند سرنگ، ظروف نمونهگیری، ابزار جراحی، تجهیزات تنفسی، ایمپلنتها یا دستگاههای کاشتنی و غیره به فرآیند تزریق پلاستیک متکی است.
- کالاهای مصرفی: فرآیند تزریق پلاستیک برای تولید طیف گستردهای از کالاهای مصرفی، مانند انواع لوازم خانگی، اسباب بازی، ظروف و لوازم آشپزخانه استفاده میشود.
- بسته بندی: صنعت بستهبندی از فرآیند تزریق پلاستیک برای تولید انواع یطری، ظروف، درپوشها، دربها و اجزای بستهبندی مواد غذایی، شیمیایی، آرایشی، بهداشتی و دارویی استفاده میکند.

پیشبینی روندهای آینده در تزریق پلاستیک
تزریق پلاستیک روز به روز با آخرین پیشرفتهای فناوری و مواد اولیه به تکامل خود ادامه میدهد. پیشبینی آینده صنعت تزریق پلاستیک و روندهایی که طی خواهد کرد تنها از راه بررسی فناوریهای جدید در حوزه پلاستیک ممکن است. با همگام ماندن با این روندها و اتخاذ رویکردهای نوآورانه، تولیدکنندگان قطعات پلاستیکی میتوانند فرصتهای جدیدی را پدید آورند و بازدهی کارخانه خود را بهبود بخشند. در ادامه برخی از مهمترین روندهای پیش روی تزریق پلاستیک معرفی خواهند شد:
- ساخت افزودنی و پرینت سه بعدی: ادغام پرینت سه بعدی با تزریق پلاستیک که تولید قطعات پیچیده، نمونهسازی سریع و سفارشیسازی را امکانپذیر میکند.
- تزریق پلاستیک هوشمند: ترکیب سنسورها، مانیتورینگ و تجزیه و تحلیل دادهها که کنترل فرآیند، تضمین کیفیت و تعمیر و نگهداری در این صنعت را متحول خواهد ساخت.
- مواد دوست دار محیط زیست: صنعت پلاستیک در حال بررسی جایگزینهای پایدار و سبز برای پلاستیکهای سنتی است. برای نمونه پلیمرهای پایه زیستی، پلاستیکهای بازیافتی و پلیمرهای زیست تخریبپذیر با هدف کاهش اثرات زیست محیطی در عین حفظ عملکرد و کارایی محصول به سرعت در حال فراگیر شدن هستند.
- اتوماسیون و رباتیک: اتوماسیون و رباتیک نقش مهمی در افزایش کارایی تولید، کاهش هزینههای نیروی کار و افزایش پایداری فرآیند در تزریق پلاستیک دارند. استفاده از فناوریهای اتوماسیون مانند رباتهای قطعه بردار، سیستمهای تعویض قالب و بازرسی خودکار کیفیت حتی همین امروز هم تا حد قابل توجهی رواج یافتهاند.
مزایای تزریق پلاستیک
- تطبیق پذیری: یکی از مزایای بزرگ تزریق پلاستیک، انعطافپذیری و تطبیقپذیری بالای آن است که یک تولیدکننده را قادر میسازد تا به آسانی با تغییر دادن قالب، محصول جدیدی را تولید کند. این ویژگی همچنین امکان ایجاد اشکال هندسی مختلف، جزئیات پیچیده و ابعاد دقیق را فراهم میکند که به طراحان قطعات پلاستیکی اجازه میدهد تا طرحهای خلاقانه و منحصربهفردی را که در ذهن دارند به اجرا بگذارند.
- تولید انبوه: تزریق پلاستیک متداولترین روش برای تولید انبوه قطعات پلاستیکی است. با استفاده از دستگاههای تزریق پلاستیک پیشرفته میتوان به صورت مداوم، خودکار و بدون نیاز به دخالت نیروی انسانی، قطعات پلاستیکی مختلف را در تیراژ انبوه و با کیفیت بالا تولید کرد.
- راندمان بالا و سرعت تولید: تزریق پلاستیک امکان تولید سریع تعداد زیادی از قطعات را با کیفیتی ثابت فراهم میکند. این فرآیند تولید با حجم بالا را امکانپذیر میکند و آن را برای نیازهای تولید انبوه مقرونبهصرفه میسازد.
- حداقل پس از پردازش: قطعات تولید شده به روش تزریق پلاستیک معمولاً به حداقل پس پردازش یا عملیات تکمیلی تولید نیاز دارند که مراحل ساخت و هزینههای اضافی را کاهش میدهد. در فرآیند تزریق پلاستیک قطعات تولید شده اغلب به محض خروج از قالب از تمام ویژگیهای مورد انتظار نهایی مانند ساختار هندسی و ابعادی، پرداخت سطح، رنگ و کارایی برخوردارند، بنابراین نیازی به فرآیندهای تکمیلی مانند ماشینکاری، پرداختکاری و یا رنگآمیزی وجود ندارد.
- کاهش ضایعات: فرآیند تزریق پلاستیک در مقایسه با سایر فرآیندهای تولید، کمترین دورریز مواد اولیه را ایجاد میکند. ضایعات مواد اولیه در تزریق پلاستیک را میتوان آسیاب کرد و دوباره مورد استفاده قرار داد که علاوه بر آن که از نظر اقتصادی به صرفه است، به حفظ محیط زیست نیز کمک شایانی مینماید.
معایب تزریق پلاستیک
- هزینه اولیه بالا: هزینه طراحی و ساخت قالب تزریق پلاستیک میتواند قابل توجه باشد، به خصوص برای قطعات پیچیده یا تولیدات در حجم پایین که این میتواند مانعی برای کسب و کارهای کوچک یا استارت آپهایی با بودجه محدود باشد.
- زمان تولید قالب: تهیه قالب برای تزریق پلاستیک نیاز به زمان برای طراحی، ساخت و تولید آزمایشی دارد. این مساله میتواند منجر به اتلاف زمان طولانی پیش از آغاز تولید محصول شود.
- محدودیت مواد اولیه در کاربردهای خاص: فرآیند تزریق پلاستیک طیف وسیعی از پلاستیک های گرمانرم را پشتیبانی میکند که دارای خواص مکانیکی، مقاومت شیمیایی و دوام بالایی هستند، با این حال مواد اولیه به کار رفته در این فرآیند برای برخی از کاربردهای خاص مناسب نیستند. به عنوان مثال، قطعات تولید شده با استفاده از پلاستیکهای گرمانرم در محدوده دمایی بالاتر از نقطه ذوب پلاستیک ها قابل استفاده نیستند.

تجهیزات مورد نیاز تزریق پلاستیک
در فرآیند تزریق پلاستیک، استفاده از ابزار و تجهیزات مناسب تاثیر مستقیم بر موفقیت کسب و کار و میزان سوددهی خواهد داشت. برخی از تجهیزات مورد نیاز برای ورود به حرفه تزریق پلاستیک عبارتند از:
- دستگاه تزریق پلاستیک
دستگاه تزریق پلاستیک مهمترین ماشین مورد استفاده در تزریق پلاستیک است. این دستگاه وظیفه فرآوری و تزریق مواد به درون قالب را بر عهده دارد.
- قالب تزریق پلاستیک
قالب تزریق پلاستیک وسیلهای است که معمولاً از جنس فولاد ساخته شده و بر اساس مشخصات هندسی و ابعادی قطعه مورد نظر سفارشیسازی میشود.
- لوازم جانبی تزریق پلاستیک
به طور کلی برای تولید یک قطعه با استفاده از فرآیند تزریق پلاستیک، لوازم و تجهیزات جانبی گوناگونی مانند چیلر، موادکش اتوماتیک، میکسر، آسیاب، جرثقیل سقفی، ربات، کنترلکننده دمای قالب، کنترلر هات رانر و گازگیر مواد مورد استفاده قرار میگیرد. اگرچه استفاده از این تجهیزات در بسیاری از مواقع ضروری نیست، اما به کارگیری آنها تاثیر قابل توجهی بر افزایش بازدهی و کاهش هزینههای تولید بر جای خواهد گذاشت.

سایر ملاحظات فرآیند تزریق پلاستیک
گذشته از موارد فنی و تخصصی مرتبط با تزریق پلاستیک، برخی از ملاحظات و راهکارهای کلی وجود دارند که رعایت آنها میتواند امکان موفقیت کسب و کار را تا حدی زیادی افزایش دهد، مهمترین این موارد عبارتند از:
رعایت نکات ایمنی: در هنگام کار با دستگاه تزریق پلاستیک، استفاده از تجهیزات ایمنی مناسب و توجه به نکات ایمنی ضروری است. استفاده از تجهیزاتی مانند دستکشهای محافظ و عینک ایمنی تا حد زیادی از وقوع حوادث و صدمات جسمی جلوگیری میکند.
آموزش کارکنان: تاثیرات مثبت استخدام پرسنل ماهر و دارای تجربه در اپراتوری دستگاه تزریق پلاستیک، طراحی قالب، بهینهسازی فرآیند تولید، کنترل کیفیت و تعمیرات و نگهداری بر کسی پوشیده نیست. علاوه بر این باید توجه داشت که آموزش صحیح کارکنان در خصوص فرآیند تزریق پلاستیک و استفاده صحیح از ماشینآلات و تجهیزات باعث افزایش بهرهوری تولید میشود. ارائه برنامههای آموزشی و صرف هزینه در این خصوص باعث ارتقای مهارتهای عملی و دانش تئوریک کارکنان میشود و کارکنان آموزش دیده میتوانند به بهبود کیفیت محصولات نهایی کمک کنند و در کاهش هزینهها ایفای نقش نمایند.
تهیه طرح کسب و کار و تحلیل بازار: تجزیه و تحلیل جامع بازار برای درک تقاضا و شناسایی نیاز به خدمات تزریق پلاستیک در بازار هدف میتواند از اتلاف سرمایه و سرخوردگی ناشی از عدم موفقیت کسب و کار پیشگیری کند. تهیه طرح توجیهی یا طرح کسب و کار برای تزریق پلاستیک به صورتی که تمامی اهداف، مشتریان هدف، استراتژیهای قیمتگذاری و رویکردهای بازاریابی در آن مشخص شده باشد، گام نخست برای ورود به هر حرفهای است.
برقراری روابط مناسب با تامینکنندگان: برقراری ارتباط با برترین تامینکنندگان ماشینآلات، مواد اولیه، قالب و سایر ملزومات تزریق پلاستیک برای حصول اطمینان از دسترسی به ماشینآلات مناسب، پشتیبانی به موقع و مواد اولیه با کیفیت ضروری است. در کسب و کار تزریق پلاستیک، تامینکنندگان به عنوان شرکای نامرئی در کنار تولیدکننده قرار گرفته و عواملی کلیدی در تضمین رشد و موفقیت کسب و کار به شمار میروند.
جمعبندی و نتیجهگیری:
فرآیند تزریق پلاستیک با بهرهوری، تطبیقپذیری و پیشرفتهای بینظیر خود، از چشماندازی روشن در حوزه تولید برخوردار است. امروز پس از گذشت بیش از یک قرن از پیدایش این فناوری، تزریق پلاستیک به دوران بلوغ خود رسیده و جای خود را به عنوان پر کاربردترین فرآیند ساخت و تولید در صنعت پلاستیک باز کرده است.
در این مقاله به عنوان یک راهنمای جامع، فرآیند، مواد اولیه، ملاحظات طراحی قالب، کنترل کیفیت، کاربردها و روندهای آینده تزریق پلاستیک مورد بررسی قرار گرفت. کسب اطلاع از آخرین تکنیکها و فنآوریها، متخصصان و فعالان در این زمینه را قادر میسازد تا از قابلیتهای بینظیر فرآیند تزریق پلاستیک برای دستیابی به افقهای جدید و ایجاد نوآوری بهره گیرند.

سوالات متداول تزریق پلاستیک
تزریق پلاستیک چیست و چگونه کار میکند؟
تزریق پلاستیک یک روش تولید محصولات پلاستیکی است که در آن ماده پلاستیکی به صورت گرم و نرم درون یک قالب تزریق میشود تا به شکل نهایی برسد.
چه موادی در تزریق پلاستیک استفاده میشود؟
مواد پلاستیکی مختلفی مانند پلیاستایرن، پلیپروپیلن، پلیاتیلن، پلیکربنات و پیویسی در تزریق پلاستیک استفاده میشوند.
در کدام صنایع از تزریق پلاستیک استفاده میشود؟
تزریق پلاستیک در صنایع خودروسازی، بستهبندی، پزشکی و الکترونیک استفاده میشود.
Reference:
- Injection Molding Process, Defects, Plastic (custompartnet.com)
- Xometry_DesignGuide_InjectionMolding.pdf (hubspot.net)
- Injection Molding Applications (engineersedge.com)
- https://en.wikipedia.org/wiki/Injection_moulding
- https://www.hubs.com/guides/injection-molding/
- https://www.twi-global.com/technical-knowledge/faqs/what-is-injection-moulding
- https://www.sciencedirect.com/topics/engineering/injection-moulding



{kind=link}
ماردون بای متال چقدر بیشتر از ماردون نیتراته عمر می¬کند؟
« دیدگاههای کهنه